











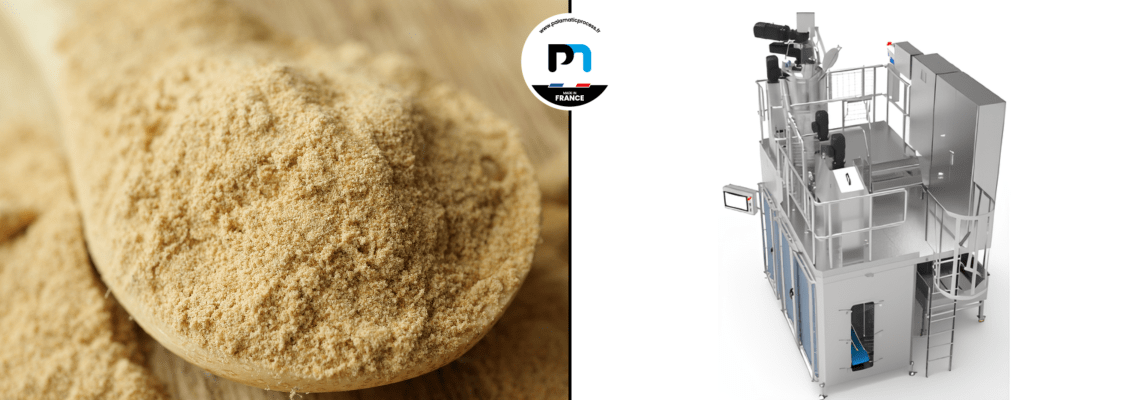
Poudres traitées : levure déshydratée sous forme de poudre fine et de flocons fragiles
Ligne d'ensachage hygiénique NEP pour levures sensibles.
Les objectifs du client
Dans le cadre de sa stratégie d’optimisation industrielle, un producteur de levures déshydratées sous forme de poudre et de flocons souhaite diminuer drastiquement le temps de nettoyage de sa ligne d’ensachage. Jusqu’ici, deux opérateurs devaient démonter entièrement la ligne d’ensachage pour un nettoyage complet durant le week-end. Cette opération, mobilisant 4 heures de travail humain le vendredi et 2,5 jours d'arrêt machine, représentait un manque à gagner important.
Le produit manipulé, étant particulièrement sensible à l’humidité et au développement bactérien exige donc un poste d’ensachage équivalent aux standards pharmaceutiques. Le produit nécessite d’être conditionné immédiatement à la sortie de la ligne de séchage, sans aucune étape de stockage intermédiaire. Éviter toute rétention produit est donc primordiale.
Les exigences techniques comprenaient plusieurs impératifs déterminants pour garantir à la fois la qualité du produit conditionné, la performance de la ligne et la conformité aux normes d’hygiène industrielle :
- Un conditionnement automatique multi-formats (10, 15 et 25 kg) : La ligne devait permettre une flexibilité de production avec un changement rapide entre plusieurs formats de sacs, sans intervention manuelle complexe ni démontage mécanique. L’objectif était de garantir une productivité élevée.
- Une intégration en configuration "bag in box" (sac dans carton) : Pour limiter les risques de contamination externe, assurer la protection mécanique du sac et optimiser les conditions de stockage et transport, la solution devait inclure une fonction de mise en carton automatique. Ce système de conditionnement permettait également de proposer un emballage final plus hygiénique et ergonomique, prêt à l’emploi pour les utilisateurs industriels.
- La préservation de la texture des flocons de levure : Le produit étant particulièrement fragile, la ligne de conditionnement devait éviter tout phénomène de tassement ou d’échauffement. Le système de remplissage devait donc permettre une manutention douce et contrôlée, sans chute libre, pour conserver l’intégrité physique des flocons tout en assurant une bonne densité dans les sacs.
- Un système complet de nettoyage en place (NEP/CIP) : Afin d’assurer un niveau de propreté optimal et conforme aux standards du secteur d’activité, la ligne devait intégrer un circuit automatisé de lavage, incluant les phases de pré-rinçage, lavage alcalin/acide et séchage par air chaud. L’objectif était de garantir une reprise de production rapide en ≤ 4 heures, sans humidité résiduelle ni contamination croisée.
- Un haut niveau de confinement produit : Pour éviter la dispersion des poudres dans l’environnement, protéger les opérateurs et maintenir un niveau d’hygiène strict, l’installation devait intégrer des systèmes de confinement à chaque étape du processus (manchette d’étanchéité, zone fermée de remplissage, dépoussiérage à la source), permettant ainsi de réduire les émissions de poussières industrielles et de répondre aux normes de sécurité sanitaire.
- Un pilotage centralisé avec traçabilité intégrée : L'ensemble de la ligne devait être automatisé et piloté depuis une interface opérateur ergonomique, capable de gérer les recettes produit, le suivi des cycles NEP, l’archivage des données de production, les alarmes maintenance et les paramètres de qualité.
La solution proposée
Pour répondre à l’ensemble des exigences de cet industriel spécialisé dans la levure, Palamatic Process a conçu et installé une ligne d’ensachage automatisée 100 % hygiénique, directement raccordée à la sortie de la ligne de séchage. Cette configuration permet un conditionnement immédiat, sans stockage tampon, assurant ainsi la conservation optimale des caractéristiques physiques des levures, notamment la faible hygroscopicité des flocons.
La solution repose sur une station d’ensachage automatique avec technologie de remplissage bottom-up, spécifiquement adaptée aux poudres sensibles et aux produits fragiles. Ce système permet de remplir les sacs par le bas, en suivant la montée du niveau de produit, évitant ainsi tout phénomène de chute libre susceptible d’altérer la structure des flocons ou de générer de la poussière. Le poste est équipé d’un dispositif de désaération et de compactage progressif, garantissant une homogénéité du remplissage, une excellente tenue des sacs, et un volume optimisé à l’emballage.
L’ensacheuse est conçue pour traiter trois formats différents (10, 15 et 25 kg), avec changement de format simplifié et sans démontage mécanique. Pour répondre à la demande de conditionnement en « bag in box », un convoyeur élévateur a été intégré. Ce module ajuste sa hauteur en fonction de la configuration en cours, permettant la dépose contrôlée du sac dans le carton, sans chute ni contrainte sur le contenant, tout en assurant la traçabilité du lot.
L’ensemble de la ligne est conçu pour fonctionner en environnement hygiénique strict.
Une quinzaine de buses NEP/CIP sont positionnées sur les zones critiques, afin de nettoyer automatiquement la totalité de la station. Ces buses sont couplées à une unité de séchage (avec filtration embarquée, en circuit fermé). Ce système permet de redémarrer la production seulement 4 heures après le lancement du cycle de nettoyage, tout en éliminant tout résidu d’humidité résiduelle, vecteur de développement bactérien.
La ligne est pilotée depuis un IHM, à hauteur ergonomique, avec visualisation des cycles NEP, recette produit et sacs, enregistrement des paramètres de production, et compatibilité avec les protocoles qualité du client.
Les équipements industriels composant l'installation avec les avantages de la solution Palamatic Process
Système de remplissage à montée progressive - bottom-up
Le système de remplissage bottom-up assure un conditionnement précis, propre et sans dégradation produit. Le remplissage se fait par le bas, en suivant la montée du niveau de produit dans le sac, ce qui élimine les chutes libres, limite la formation de poussière et préserve la granulométrie des produits fragiles.
La vitesse de remplissage est automatiquement régulée en fonction du format (10, 15 ou 25 kg), garantissant une cadence optimisée. L’ensemble du cycle est piloté avec une précision de dosage de ±20 g, assurant cohérence, qualité et réduction des pertes matières.
Système de désaération et compactage
Le poste de conditionnement est équipé de deux lances micro-perforées, insérées directement dans le cœur du produit. Celles-ci sont reliées à un générateur de vide haute efficacité, permettant d’extraire l’air résiduel contenu dans la matière au moment du remplissage.
Ce procédé assure une densité homogène du produit dans le sac, sans altérer sa structure physique ni sa granulométrie, particulièrement importante pour les flakes fragiles. La désaération garantit également une meilleure stabilité lors du transport, évitant les poches d’air et les déformations du sac.
Convoyeur élévateur pour dépose bag-in-box
Le convoyeur élévateur intégré joue un rôle central dans la phase de conditionnement secondaire. Il permet d’assurer la transition fluide et hygiénique entre le remplissage et l’emballage final en carton (bag-in-box), tout en s’adaptant aux différents formats de sacs.
- Hauteur de dépose réglable automatiquement : Grâce à son système motorisé, le convoyeur ajuste en temps réel sa position verticale selon le format du sac (10, 15 ou 25 kg) et la hauteur du carton. Ce réglage automatique garantit une ergonomie de fonctionnement optimale, sans intervention manuelle, et une parfaite adaptation aux différents types de conditionnement secondaire utilisés sur site.
- Dépose contrôlée sans choc ni déformation : Le sac rempli est acheminé progressivement vers un entonnoir de guidage vertical, appelé funnel, qui canalise le sac jusqu’au fond du carton sans chute libre. Ce système permet de préserver la forme du sac, d’éviter tout affaissement ou détérioration, et d’assurer une présentation homogène et hygiénique à l’intérieur du carton. La détection de présence carton est automatisée afin d’éviter toute erreur de cycle.
- Fonctionnement en double mode : bag-in-box ou ensachage direct : Le convoyeur peut fonctionner selon deux configurations. En mode bag-in-box, il incline son châssis pour surélever le sac et assurer son positionnement vertical dans le carton. En mode ensachage seul, il revient à l’horizontale pour assurer une sortie classique sur table ou convoyeur de transit. Cette polyvalence d’exploitation permet une meilleure productivité tout en adaptant la ligne aux exigences logistiques spécifiques de chaque client.
Unité de nettoyage en place (CIP/NEP)
La ligne intègre une unité NEP entièrement automatisée, composée de buses fixes réparties sur les zones critiques. Le cycle complet inclut pré-rinçage, lavage alcalin, rinçage acide et séchage à air chaud filtré (0,01 µm). Grâce à un blower à 50 °C, la reprise de production est possible 4 heures après lancement du cycle, sans humidité résiduelle.
Vissage vertical de dosage haute précision
Le système de dosage par vis verticale avec agitateur permet une alimentation régulière et précise du produit, qu’il s’agisse de levure en poudre fine ou de flocons. Sa conception limite les phénomènes de tassement et assure un écoulement maîtrisé, même en présence d’humidité résiduelle.
La vis est entièrement démontable, facilitant les opérations d’inspection visuelle, de nettoyage ou de maintenance, sans compromettre la cadence de production.
Détection, contrôle qualité et automatisation
La ligne est équipée de plusieurs dispositifs de contrôle qualité en ligne pour garantir la conformité à chaque étape du process. Elle intègre un détecteur de métaux haute sensibilité, un checkweigher dynamique pour le contrôle du poids en continu, une étiqueteuse industrielle pour l’identification des lots, ainsi qu’un convoyeur de rejet automatique en cas de non-conformité.
Ces équipements assurent une traçabilité complète, une sécurité alimentaire renforcée et une maîtrise des paramètres qualité sur chaque cycle de production.
Intégration complète
L’installation est pilotée par un automate associé à une interface OPC/UA, garantissant une intégration fluide dans les architectures de supervision conformes aux standards de l’industrie 4.0. L’ensemble de la ligne bénéficie d’une architecture IP69K sur les zones exposées au nettoyage haute pression, assurant robustesse, durabilité et hygiène optimale en environnement contraint.

